


产品概述
▅ 核心技术优势
自动化产线无缝衔接:集成AGV、RGV、堆垛机等智能设备,实现仓储系统与生产产线的柔性对接,物料转运响应时间≤30秒,工序衔接效率提升80%,杜绝产线物料积压或断供问题。
全流程数字化管控:通过WMS(仓储管理系统)、WCS(仓储控制系统)与MES(制造执行系统)深度协同,实时采集物料位置、库存数量、流转状态等数据,数字化覆盖率达100%,彻底替代人工台账,数据误差趋近于零。
无人化高效运营:搭载智能分拣机器人、自动输送线等设备,实现物料“无接触”转运与分拣,分拣精度达99.99%,单日处理能力提升3倍以上,同时降低70%的人工成本,避免人为操作失误。
全生命周期追溯管理:从物料入库建档开始,全程记录采购信息、存储位置、流转路径、领用记录等数据,支持按批次、规格、时间等多维度追溯,满足核工业、航空航天等行业的合规性管控要求。
可视化生产监控:通过物联网智能监测模块与现场可视化调度系统,在中控大屏实时展示仓库库存、设备运行状态、物料流转进度,异常情况(如库存不足、设备故障)自动预警,响应时间≤5分钟。
标准化6S管理落地:结合智能存储柜、高位立体库等设备实现物料分区分类存储,配合系统的规范操作指引,杜绝物料凌乱堆放,仓储空间利用率提升50%,现场管理符合行业6S标准。
▅ 核心技术支撑
系统核心技术拥有多项自主知识产权,形成完整技术壁垒,为智能仓储的稳定运行提供坚实保障,专利包括:
- 智能仓储与物流调度系统V1.0
- 生产线转运上位监控系统
- AGV物流调度系统V1.0
- 物料智能转运控制系统V1.0
- 智能生产运营管理系统V1.0
- 现场可视化(调度)管理系统V1.0
- 物联网智能监测管理系统V1.0
- 室内机器人定位与导航系统
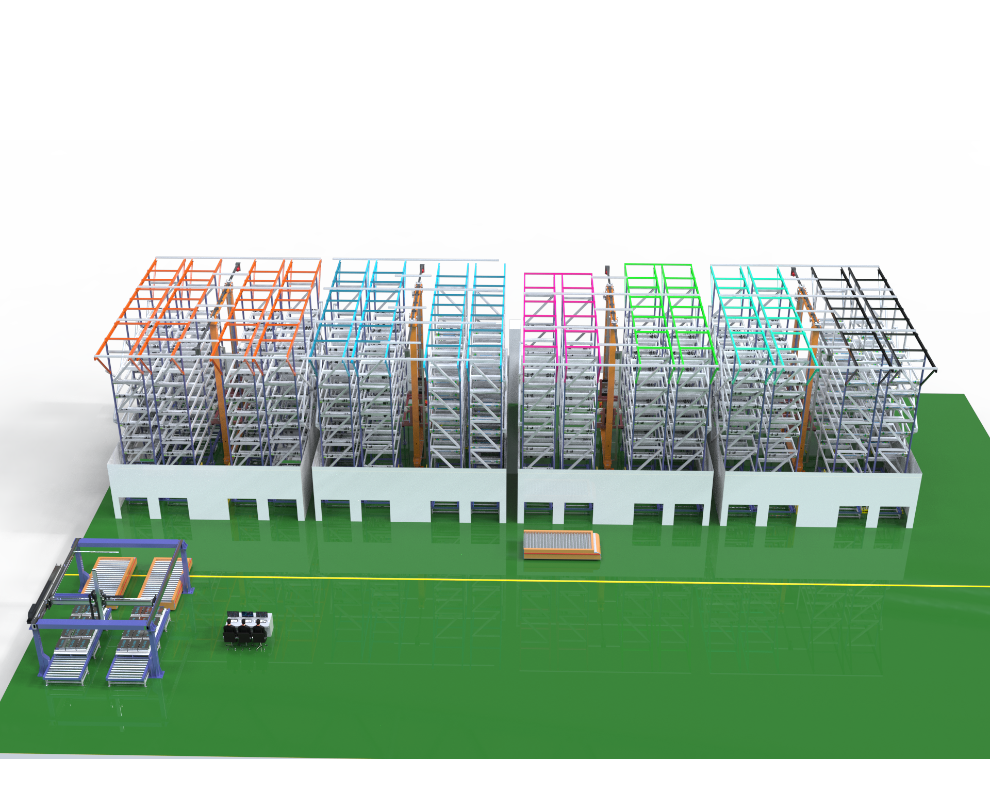
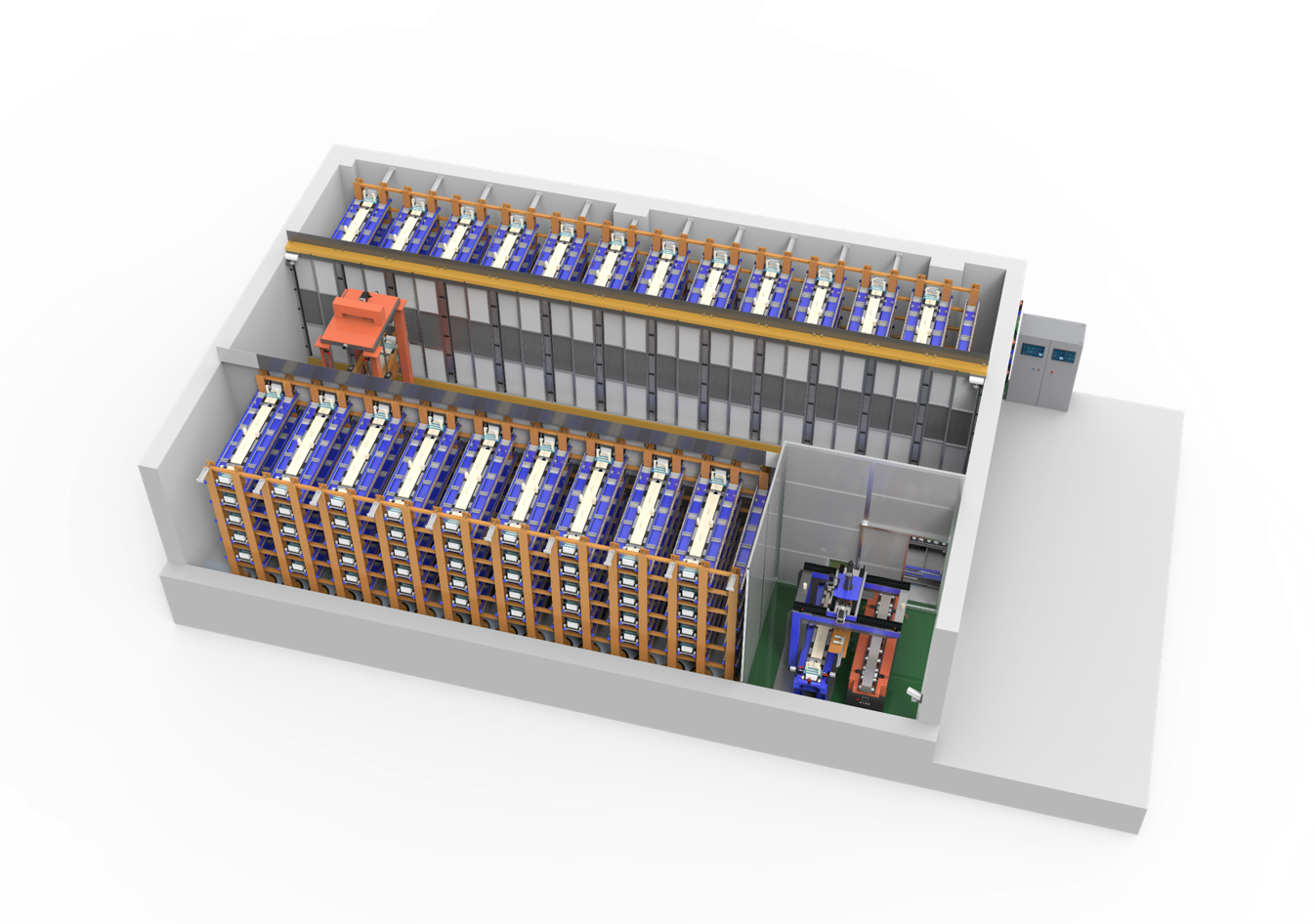
▅ 高度定制化解决方案
智能输送系统(定制化配置)
根据车间布局与物料特性,灵活配置输送线、AGV(无人搬运车)、RGV(轨道式转运车)、CTU(箱式转运单元)、堆垛机等设备,实现“点对点”精准转运。例如针对核工业重物料,配置重载AGV(承重5-20吨);针对航空航天精密部件,配置静音AGV与防碰撞系统,确保物料转运安全。
智能分拣系统(定制化配置)
集成分拣机器人、分拣机械手与产品检测系统,通过视觉识别与尺寸测量技术,对不同规格、性能、参数的产品进行精准分拣,分拣速度达1000-3000件/小时。支持多维度分拣规则自定义,适配化工行业试剂分类、核工业备件筛选等特殊需求。
智能存储系统(定制化配置)
提供传统货架、高位立体库(高度5-20米)、智能存储柜等多元化存储方案。针对航天航空精密零件,配置恒温恒湿智能柜;针对核工业放射性物料,配置防辐射密闭存储单元;针对石油化工大宗原料,采用高位立体库实现集中化存储,仓储空间利用率提升50%以上。
信息管理系统(全流程协同)
集成WMS(仓储管理系统)、WCS(仓储控制系统)、MES(制造执行系统),实现“库存-生产-物流”数据互通。WMS负责库存精准管理,WCS调度设备高效运行,MES联动生产计划推送物料需求,确保仓储与生产无缝衔接,数据追溯全链条贯通。
▅ 应用价值
作为全行业定制化的智能仓储标杆,本系统凭借“专利技术+全流程智能+高适配性”的核心优势,为高端行业提供安全可靠的仓储解决方案。通过自动化设备与数字化系统的协同,不仅实现仓储空间利用率提升50%、人工成本降低70%、分拣效率提升3倍,更通过全生命周期追溯与可视化管理,助力企业达成合规化运营目标,为航天航空的精密管控、核工业的安全追溯、石油化工的高效周转提供坚实保障,成为企业降本增效的核心引擎。